
Další motor z dílny Michala Sloupa.
Informace na našem webu o motorech Atom Major 3,5 cm3 byla pro kolegu Michala Sloupa podnětem k jeho vlastní výrobě těchto dieselů . Po dokončení dvou exemplářů a jejich odzkoušení navíc připravil pro ostatní zájemce o amatérskou stavbu brožuru s popisem výroby a výkresovou dokumentací. V ukázce z ní, můžete nahlédnout pod pokličku výroby modelářských motorů. Jsou zde rovněž odkazy na videoukázky běhu tohoto motoru, a pokud se pro jeho stavbu rozhodnete, také kontakt na Michala.
Ladislav Kulhavý – editor

Úvodem
Po úspěšném dokončení detonačních motorů značky AMA konstruktéra Antonína Macháčka, které jsem vyrobil ve 4 exemplářích a také s ním létal v historickém modelu, stavbě čtyřtaktního jednoválce WT 3030, jsem si říkal, že bych si mohl postavit jeden z nejhezčích českých detonačních motorů – Super Atom. Pro uvažovaný model se mi však zdál v originální velikosti 1,8 cm3 příliš malý…
Když jsem viděl pak na stránkách Klubu historických modelů a motorů, že Atom byl vyroben i ve velikosti 3,5 cm3 jako verze Major, bylo rozhodnuto co budu stavět jako svůj další motor.
Základní technické údaje:
Motor 3,5 cm3 – vzduchem chlazený dvoudobý jednoválec, sání řízené pístem, křížové tzv.“T„ vyplachování s jedním přepouštěcím a dvěma výfukovými kanály, vrtání 15 mm, zdvih 20 mm, otáčky s vrtulí 300×150 cca 6200.
Protože se mi nepodařilo sehnat výkres tohoto motoru a ani si zapůjčit nějaký vyrobený kus pro získání potřebných rozměrů, je můj motor volnou zvětšeninou Super-Atoma. Další výzvou bylo to, že klikové skříně, které jsem si začal sám odlévat, najdou své praktické uplatnění. Motor jsem zhotovil zatím ve 2 exemplářích, oba fungují a jsem s nimi spokojen.
Hlavním smyslem mé práce je výroba motoru vhodného pro použití v oldtimerech, opět jsem si udělal několik úprav, které níže uvádím. Naopak ti, kteří si dělají motor do sbírky, si svůj motor mohou zhotovit historicky zcela shodně. A motor lze doporučit zájemcům o jeho stavbu také jako první doma vyráběný modelářský motor.
Videoukázky chodu mých 2 exemplářů:
První start po dokončení naleznete ZDE.
Chod motoru po úpravě přepouštěcích kanálů naleznete ZDE.
Chod obou motorů najednou naleznete ZDE.
Poděkování:
Patří kamarádům, kteří mě tomuhle řemeslu naučili a stále jsme dobrými přáteli: Láďa Davidovič, Franta Řezníček, Jarda Závora a Horst Rosin z Německa. A za překreslení výkresů děkuji kamarádovi Přemku Francovi.
Odlišnosti při stavbě replik motorů od originálu:
Ty dělám jednoduše proto, abych si stavbu a provoz motoru usnadnil, aniž by utrpěl historický duch motoru. Tou hlavní je instalace externí palivové nádrže, motor má přeci jen vyšší spotřebu a uspořádání nádrže dle originálu nemusí vyhovovat pro zástavbu do modelu. Další změna je ve výbrusu. Originál měl píst, tvořený základním duralovým nosičem, na kterém je na závit našroubován vlastní vnější píst z kalené oceli, ten pak běhá v litinové vložce. Já jsem ale použil jednodušší koncepci, která se již osvědčila na motorech AMA, a to litinový jednodílný píst a ocelovou nekalenou vložku. K utěsnění protipístu je na rozdíl od originálu použit „O“ kroužek z materiálu Viton, který dříve nebyl k dispozici a výrobu protipístu to dnes výrazně zjednodušuje. S tím také souvisí přidání zajišťovací páčky, která přitáhne kompresní páčku proti uvolnění vibracemi při běhu motoru. Protipíst těsněný „O„ kroužkem je totiž ve vložce volnější, než originál bez kroužku. I když tohle si někteří dělali již dříve na originálních motorech jako vylepšení. Tvar setrvačníku jsem upravil tak, jak se mi osvědčil u motorů AMA, motor nemá nadměrné vibrace a klika zůstává stále dostatečně masivní. Průměr nasávací díry jsem upravil podle doporučení Ládi Davidoviče na hodnotu, při které motor spolehlivě saje. Jelikož s tím motor dobře chodí, pokládám ji za správnou.
Doporučení stavitelům:
Tento motor je dobrou volbou i jako první amatérsky zhotovený modelářský motor, více zjednodušit snad ani nejde, není už příliš malý na to, aby se špatně vyráběl a byl choulostivý na startování, pro strojírenské fajnšmekry to naopak bude odpočinková záležitost. Není zde žádné zapalování, karburátor, ventily, ani procesy jako kalení nebo CNC opracování. Motor lze vyrobit postupy garážových výrobců z období krátce po 2 sv. válce.
Pokud se rozhodnete si motor Atom Major postavit, je dobré mít k tomu následující předpoklady:
kromě běžného nářadí mít dílnu vybavenou alespoň soustruhem a přesnou vrtačkou, určitou praxi při obrábění kovů, dobré měřící pomůcky, a hlavně nekonečnou trpělivost….. jde o desítky hodin, strávené v dílně krásnou prací na výrobě motoru. Ale ten pocit, když z mrtvé hmoty uděláte živou, je úžasný!
Všem stavitelům přeji hodně úspěchů a radosti z práce, a budu rád, když se tato příručka bude, s mým vědomím, šířit dál.
Michal Sloup
Vydání: 2 / 2023 Praha
Než začneme s výrobou dílů, nejprve trochu z historie Atomu:
Když se mezi modeláři řekne název modelářského Atom, nejprve se každému vybaví nejznámější verze motoru s označením Super Atom o zdvihovém objemu 1,8 cm3, vyráběné v Praze firmou Hruška – Choc. První vyráběný typ této řady motorů měl název pouze Atom a firma Hruška – Choc jej vyráběla od podzimu roku 1945 – fota z časopisu Rozlet.
![]()
Již rok poté, v roce 1946, přichází Vl. Hruška s inovovaným typem pod označením Super Atom 1,8 cm³. Nádržka, sání a jehla se přemístily dozadu. Motor byl s úspěchem používán na mnoha tehdejších modelech.

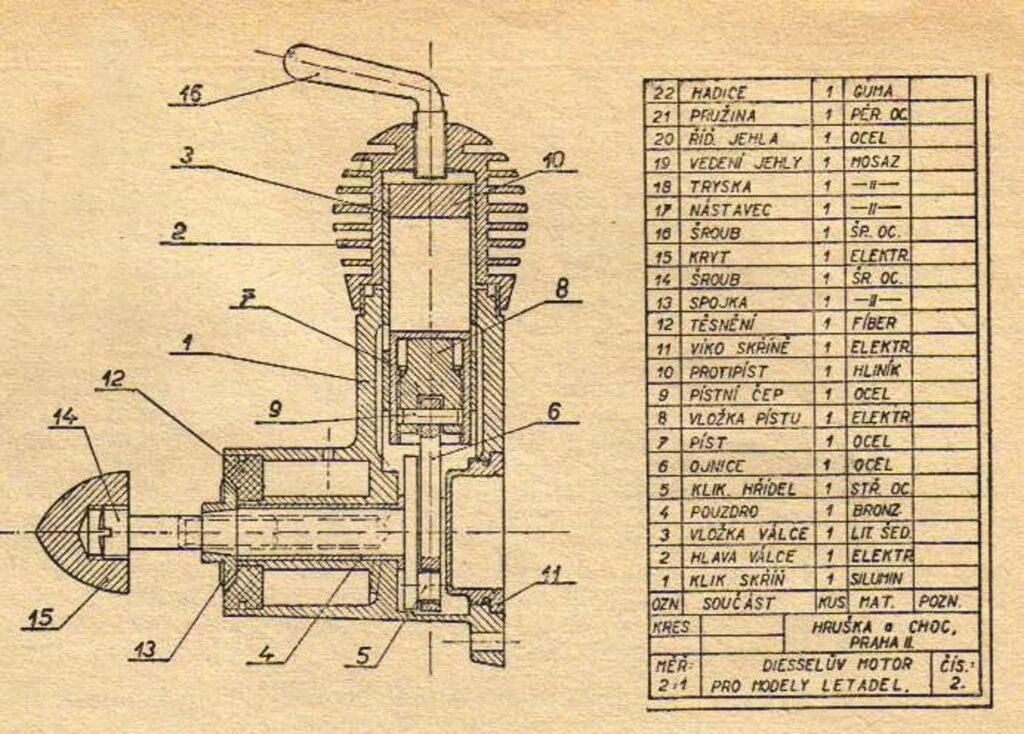
A když v roce 1949 firma skončila s výrobou tohoto motoru, byl nabízen výkres k jeho zhotovení, který byl i pro mě inspirací k výrobě volné repliky Atomu Major 3,5.

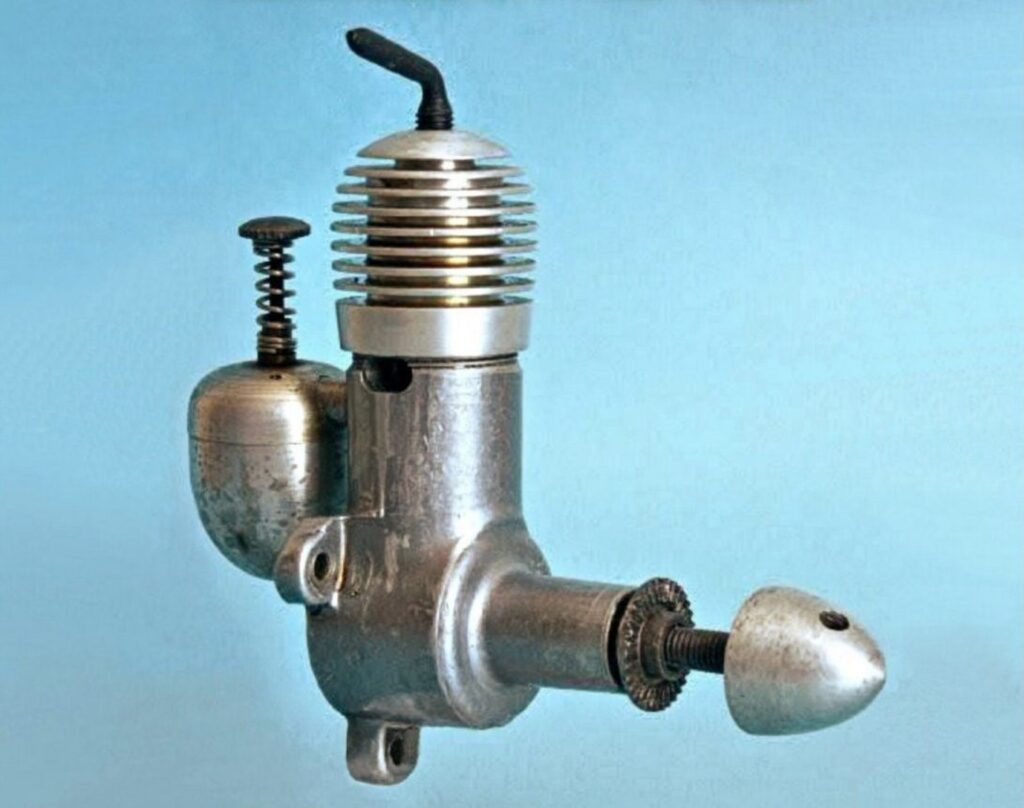
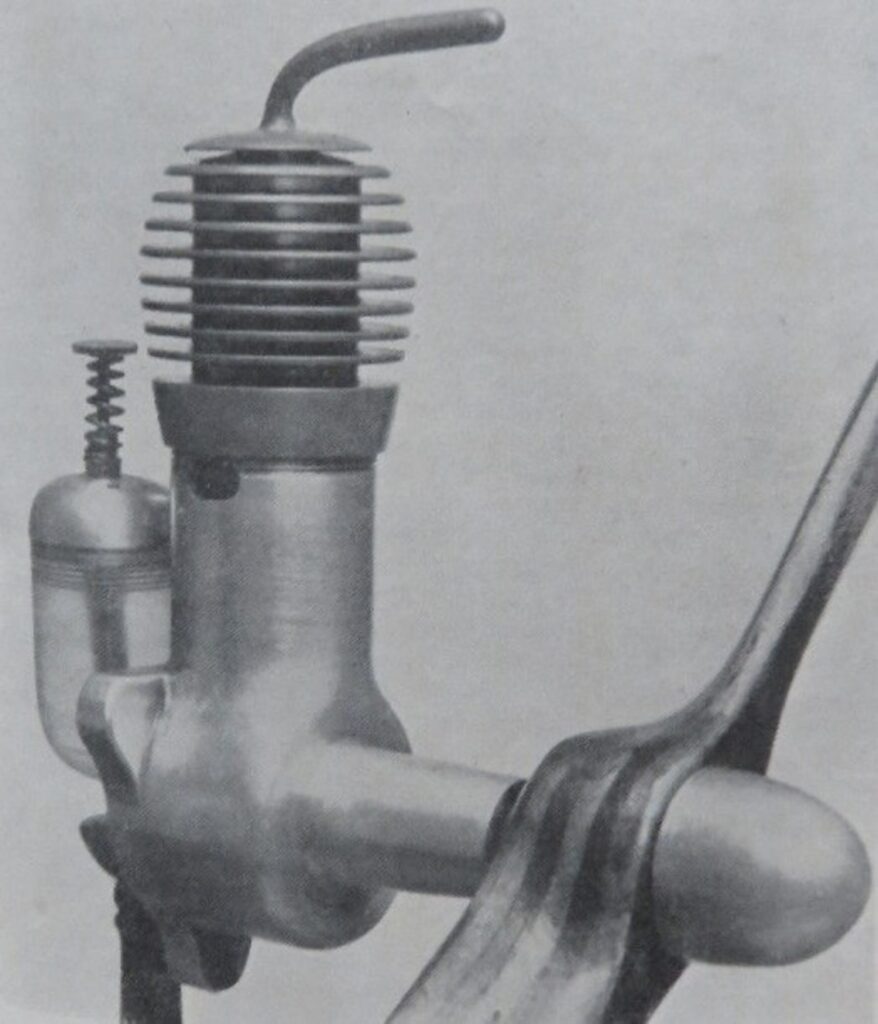
Jedna z mála dochovaných fotografií originálního motoru Atom Major 3,5, který byl prý vyroben pouze jako prototyp, včetně originálního provedení nádrže.
Začínáme.
Motor se skládá z jednotlivých dílů, jejichž zhotovení zde popisuji. Každý díl má svůj list s fotkami hotové součásti, poznámky k tomu, co je u každé součásti důležité a její pracovní postup. V příloze jsou pak technické výkresy s rozměry součástí. Jednotlivé díly se mi osvědčilo zhotovovat v tomto pořadí, tak jdou i stránky za sebou:
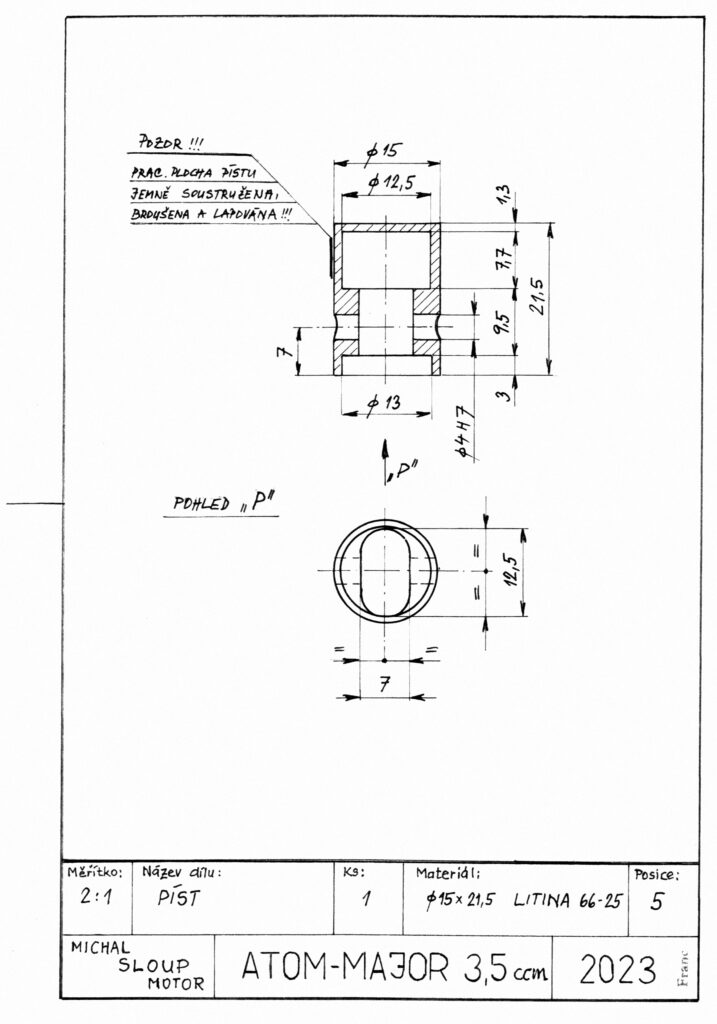
kliková skříň (vč. pouzdra klikové hřídele), ojnice, klikový hřídel, unašeč vrtulového kužele, vložka válce, píst, pístní čep, protipíst, hlava válce, kompresní a zajišťovací páčka, palivová jehla a tryska, zadní víko, sestavení a záběh motoru.
Pracujte přesně a pečlivě, nelitujte času na zhotovení pomocných trnů a ostatních přípravků, nejvíce času zabere slícování výbrusu. A jedna zkušenost na závěr: Pokud někde seženete materiál, o kterém nevíte, jaké má označení, raději ho na stavbu motoru nepoužívejte, ušetří to hodně zklamání.
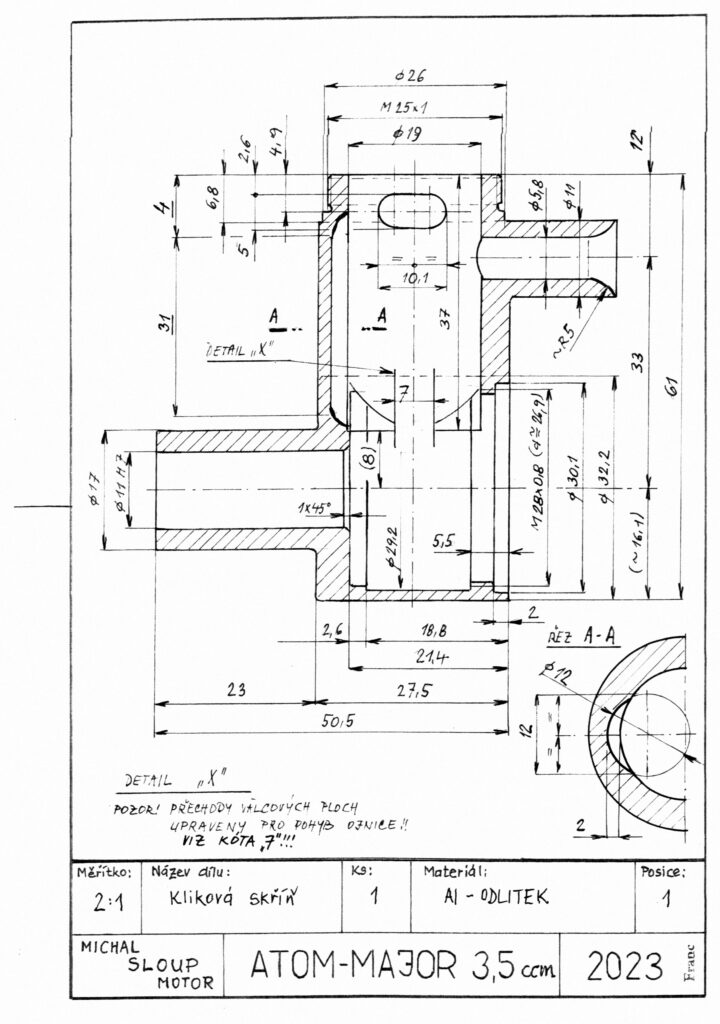
Kliková skříň

Co je důležité: dodržení kolmosti vývrtu osy válce k ose klikového hřídele
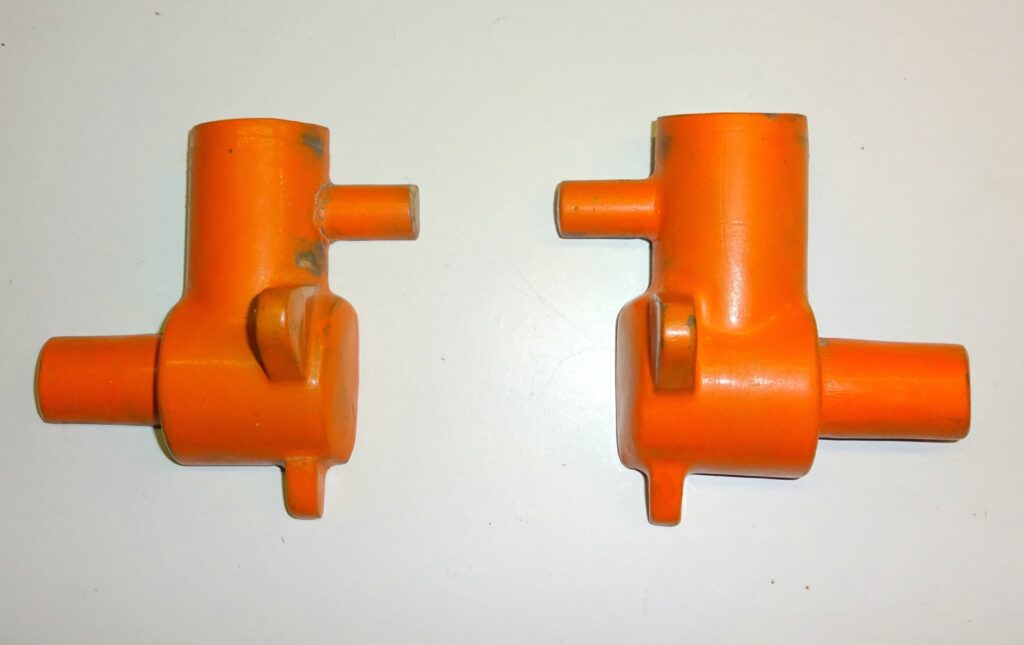
Postup: ke zhotovení hliníkového odlitku je potřebné vybavení a znalosti z oboru slévárenství, proto zde vlastní tavení hliníku a odlévání příliš nerozvádím, (vážným zájemcům mohu odlitek zhotovit). Začneme výrobou dřevěného slévárenského modelu karteru, ideálním materiálem je bukové dřevo, lepíme dvousložkovým epoxidem. I když odborníci při tvorbě slévárenských forem počítají se smrštěním roztaveného hliníku při chladnutí a zhotovují modely tedy cca o 2% objemově větší, než je požadovaný výrobek, je tento karter tak malý, že toto smrštění můžeme zanedbat a slévárenský model lze zhotovit přesně dle výkresu. Dřevěný model musí mít na patkách úkosy pro snadné vyjmutí z formovacího písku a je dělený ve svislé ose motoru na 2 zrcadlově stejné poloviny, spojené zevnitř 2 aretačními kolíčky z mosazi Ø 4 mm, v druhé polovině jsou proti nim zalepeny krátké kousky hliníkových trubiček. Motor má 3 připevňovací patky, jelikož v historických modelech, které létaly jako volné, bylo potřeba seřizovat potlačení a vyosení motoru, což uvedené uspořádání 3 patek po cca 120°snadno umožňuje. Oproti výkresu klikové skříně musí být mít slévárenský model přídavek na obrobení na výšce válce, délce přední části a sání, zadní část je protažena dle foto, všechny kouty s rádiusy. Po zhotovení všech tvarů je vhodné model, mimo dělicí rovinu, nastříkat barvou, nejlépe dvousložkovou.
– prvním krokem při odlévání je otisk modelu do slévárenského písku
je nutné docílit, aby odlitek neměl nedolitá místa a byl přiměřeně tvrdý, jako výchozí materiál se osvědčil AlSi9Cu3 nebo staré písty z nákladních automobilů.
Obrábění odlitku: upneme ho za přední část do soustruhu a zarovnáme plochu zadního víka a araznicemi s výškou písmen 2,5 mm upnutými v přípravku vyrazíme kruhový nápis ATOM MAJOR 3,5, následně doporučuji znaky vyčernit přípravkem Aluoxid, nanášeným tou nejmenší dostupnou injekční stříkačkou – inzulínkou.

– dále ho upneme za přední část do soustruhu, vrtáme skrz ∅ 10, 8 a vystružíme na 11 H 7, v prostoru ojnice ho zvětšíme na Ø 18. Pod frézku uchytíme karter na ocelový trn Ø 11, resp v ojničním prostoru Ø18 a to vodorovně, pečlivě vyrovnáme a shora nejprve zarovnáme dosedací plochu pro vložku válce na výšku dle výkresu, poté vrtáme označeným středem postupně díru až na Ø19 (přípravek na foto vlevo)


ten samý přípravek pak upneme na lícní desku soustruhu, vyrovnáme a soustružíme a nožem řežeme závit M25x1 pro připevnění hlavy. Pomocí přípravku na fotce vpravo upneme karter buď na lícní desku nebo pod frézku a vrtáme sací díru zahnutým nožem soustružíme všechna vnitřní vybrání v prostoru ojnice. Při stejném upnutí vyřízneme nožem vnitřní závit M 28 x 0,8 pro zadní víko výroba bronzového pouzdra. Na první upnutí nejprve soustružíme vnější povrch s přídavkem 1 mm, a osazením, pak vnitřní díru načisto, a nakonec vnější průměr také na čisto. Ten by měl být větší o 0,02 až 0,03 mm, než je průměr vystružené díry v karteru skříň ohřát a pouzdro do ní přes duralový trn nalisovat na pomocném trnu Ø 9 zarovnat přečnívající část bronzového pouzdra + odlitek na délku dle výkresu.
Pozn: šířkou osazení na bronzovém pouzdru lze korigovat výrobní nepřesnosti tak, aby ojnice vycházela doprostřed díry pro vložku válce. Sací otvor rozšíříme trumpetovitě pomoci Dremelu až po trysku. Na pomocném trnu ofrézujeme dosedací plochy pro trysku a její matici vrtáme díru pro palivovou trysku a zvenku sacího nálitku nahoře a dole vyfrézujeme dosedací plochy pro tuto trysku do stěny karteru vyfrézujeme stopkovou frézou přepouštěcí kanál (viz foto vpravo) a kulovou frézou vytvoříme přechody.
Ojnice

Co je důležité: dodržení souososti obou ojničních ok a jejich vzájemné rozteče
Postup: výchozí plochý materiál upnout pod frézu a vrtat a vystružit najednou díry pro obě oka na otočném stole objet obě oka stopkovou frézou (ojnice je uchycena šroubem přes mezikus z duralu, který vyplňuje díru v ojnici a má uprostřed díru pro šroub), pak frézovat rovnou část, přechody mezi stopkou a okem začistit Dremelem. Do spodního oka nalisovat přes kousek duralu s osazení s přesahem 0,02 až 0,03 mm bronzové pouzdro, po nalisování vnitřní díru znovu protáhnout výstružníkem vrtat mazací díry Ø 0,8mm a to 2 v dolním oku a 1 v horním, střídavě nalevo a napravo a celou ojnici vyleštit.
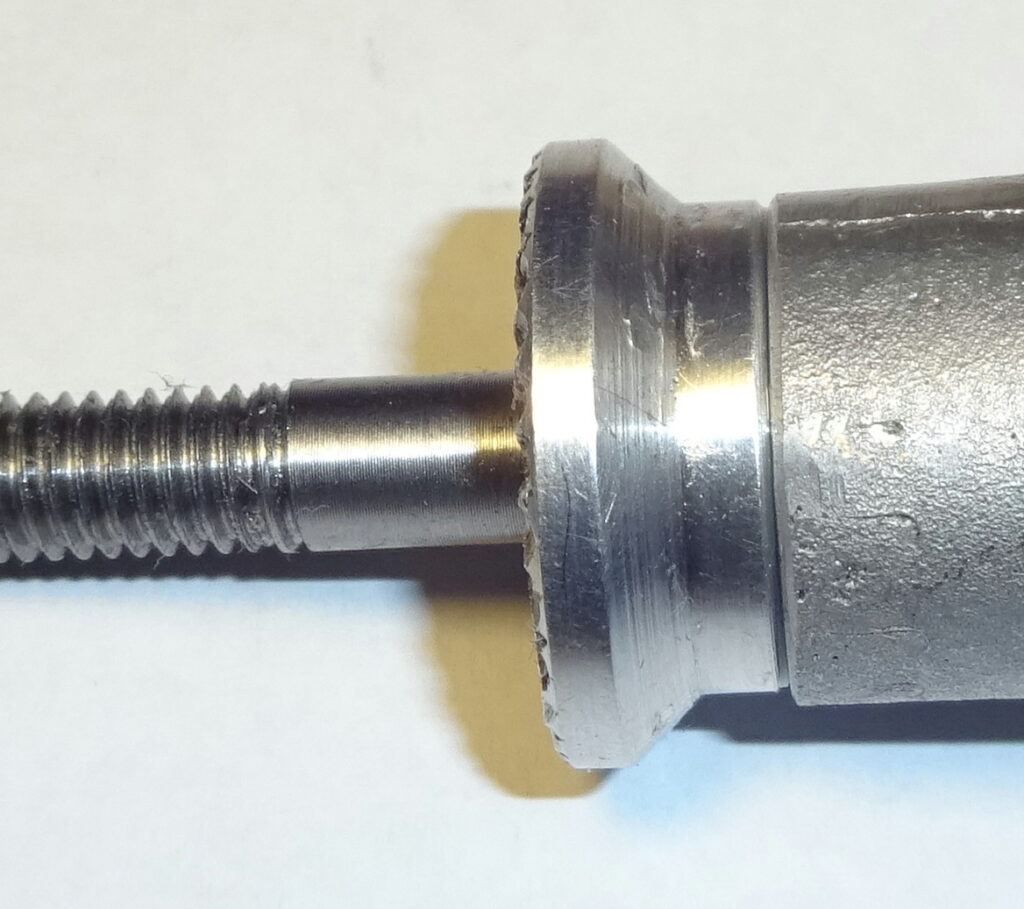
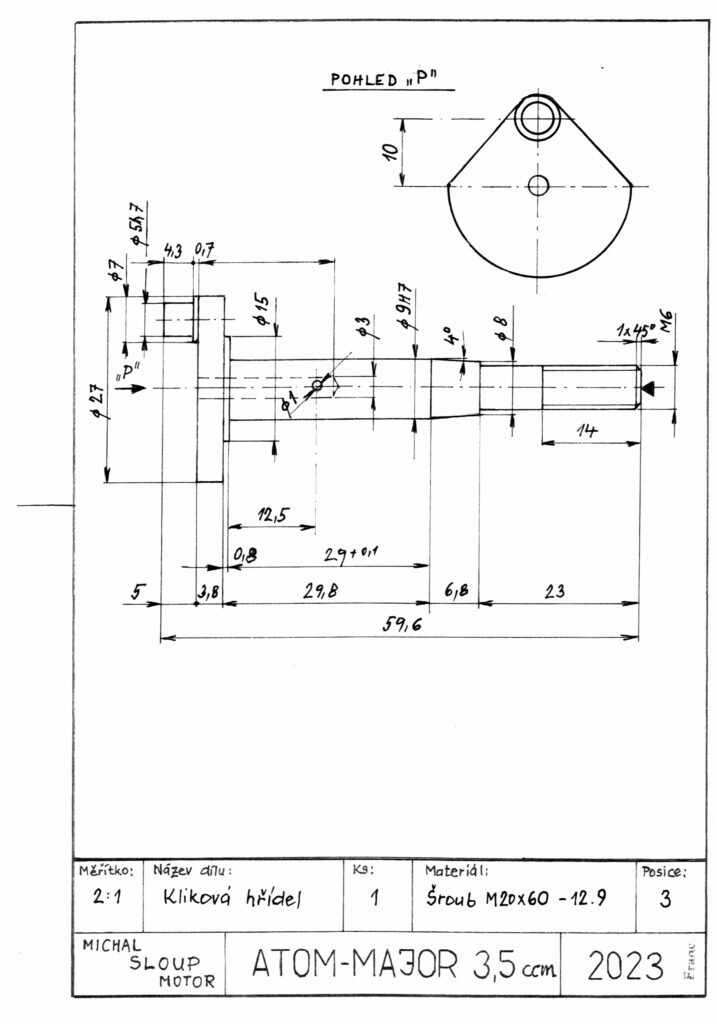
Klikový hřídel

Co je důležité: Klikový hřídel je velmi namáhaná součást, je nutné dosáhnout co nejlepší souososti vlastní klikové hřídele a klikového čepu a co nejhladšího povrchu vlastní hřídele a čepu, hřídel se nalícuje do pouzdra již zalisovaného v karteru, průměr čepu pak na díru v ojnici. Jelikož je použitý materiál na výrobu kliky už hodně tvrdý, doporučuji pro jeho opracování kvalitní nástroje. To znamená na soustružení, pokud možno tvrdokovové destičky, pouze při přerušovaném řezu – např obrábění klikového čepu – je bohužel nutno použít ocel radeco, tady by se destička brzy vyštípla. A na vrtání a závitování se osvědčily nástroje s obsahem kobaltu min 5%.
Postup: šroub upnout do sklíčidla soustruhu za závitovou část a stočit 6 hranou hlavu do kulata na průměr 28. Upnout za stočenou část, vyrovnat a vrtat středící důlek, podepřít otočným hrotem a soustružit průměry hřídele a setrvačníku ze strany od vrtule, mezi nimi je malý přechodový rádius. Na stejné upnutí po natočení malého podélného suportu soustružit kužel na předním konci hřídele.
Poznámka: protože je nutné dosáhnout naprosto stejného úhlu kužele na klice a ve vnitřku vrtulového unašeče, doporučuji neměnit natočení horního suportu do doby, než kliku dokončíme a stejným nastavením zhotovit rovněž kuželovou díru do unašeče. Po soustružení následuje zabroušení povrchu kliky do bronzového pouzdra v hotovém karteru na stejné upnutí ještě vyříznout závit M6 pro matici vrtule, osvědčilo se nožem závit předříznout a následně závitovým očkem jen zkalibrovat. Poté můžeme kliku vyndat ze sklíčidla. Pomocným duralovým rozříznutým pouzdrem sevřeme kliku do univerzálky pod frézu, vše vystředíme. Pak odjedeme posuvem o ½ zdvihu, tedy 10 mm a navrtáme středící důlek jako osu pro klikový čep. Pak kliku upneme do přípravku pro excentrické soustružení klikového čepu. Jde o váleček z automatové oceli o délce cca 20 mm, kde je excentricky vyvrtaná (o 10 mm ze středu přípravku) a vystružená díra 9H7 pro klikový hřídel a v celé své délce je přípravek rozříznut dle obrázku, aby mohl kliku sevřít poté v soustruhu nahrubo seřídíme osu čepu do středu přípravku, upneme do soustruhu a osu čepu přesně vyrovnáme oproti ose otočného hrotu. Otočným hrotem podepřeme hřídel v místě čepu a opatrně (víceméně soustružením připomínajícím pilování) čep soustružíme, poté brousíme jeho povrch, aby byl co nejlepší a zároveň průměr čepu lícujeme na spodní oko hotové ojnice. Na broušení se mi osvědčilo nechat přídavek cca 0,1 mm. Mezi čepem a setrvačníkem je opět přechodový rádius.
Pokud jsme pracovali přesně, bude mít setrvačník na levé i pravé straně od čepu stejnou tloušťku, toto si lze kontrolovat už v průběhu práce. Pokud bude rozdílná, znamená to, že není rovnoběžná osa klikové hřídele s osou klikového čepu. To má v praxi za následek rychlé zničení ojničního uložení!
Do pomocného rozříznutého duralového pouzdra s vnitřní dírou Ø 9 upneme kliku do soustruhu a vrtáme její střední díru Ø 3 mm ze strany setrvačníku do hloubky dle výkresu a na jejím konci mazací díru Ø 1,5mm, kterou ještě můžete velmi opatrně malým řezným kotoučem do obvodu rozšířit. Podle šablonky orýsujeme a odbrousíme materiál setrvačníku po stranách klikového čepu.
Další součásti přinášíme zachycené na fotografiích








Sestavení motoru:
Pokud jsme si zhotovili dostatečně přesně jednotlivé díly, můžeme přikročit k sestavení motoru. Všechny díly přitom znovu důkladně očistíme od nečistot z výroby a zkontrolujeme, před montáží potřeme styčná místa součástí motorovým olejem , a hlavně: motor sestavujeme pouze z bezvadných dílů !!
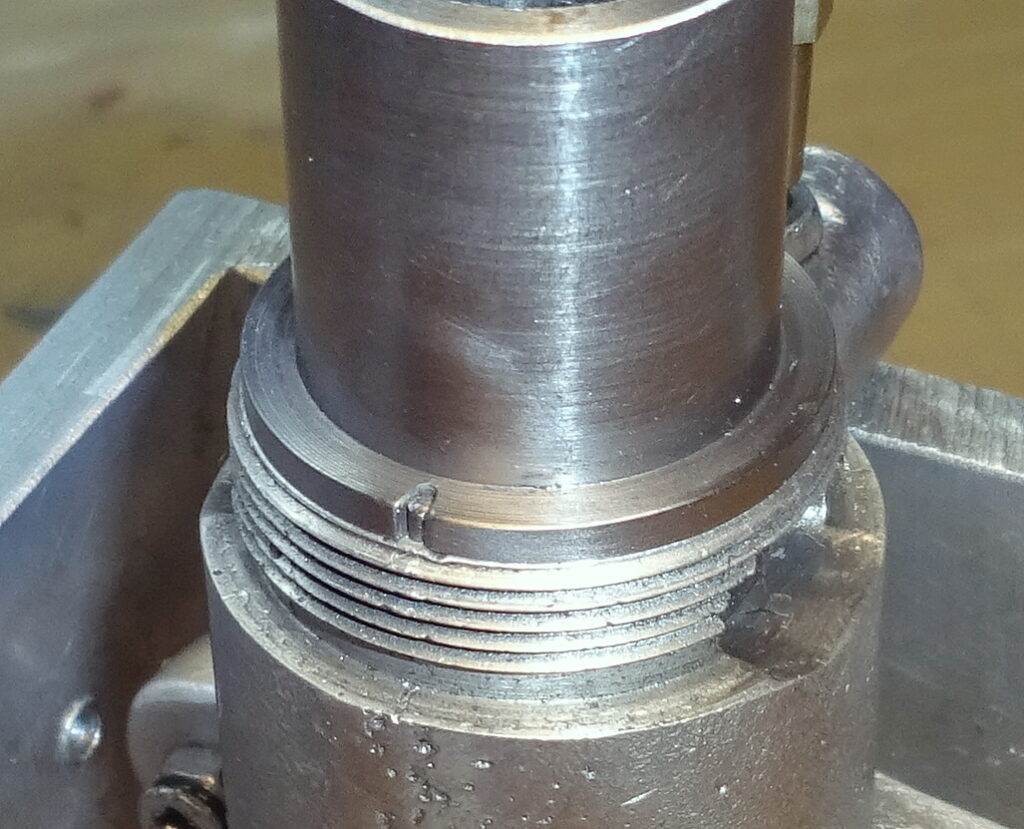
– motor si uchytíme přes pouzdro za přední část karteru pod vrtačku a vrtáme do patek díry Ø 3,2 pro připevňovací šrouby motoru. Jak ukázal praktický provoz motoru, je dobře udělat zajišťovací kolíček, zabraňující otáčení vložky. Je z ocelové struny Ø1 , průměr předvrtané díry 0,9 do hloubky 3 mm, celková délka kolíčku je 4,5mm, strana do karteru má kuželový náběh a je do něj zaklepnut. Výřez ve vložce pak vybrousit tenkým brusným kotoučem.
spojíme píst s ojnicí pístním čepem, ten je v pístu zajištěn tak, že má 3 seky á 120 ° malého sekáče (rovnoběžné s osou čepu) po obvodě ze strany plného materiálu a je do pístu naklepnut, nutno postupovat s citem, píst je litina! Do skříně vložíme klikový hřídel, na kuželový konec nasadíme unašeč vrtule a vše dotáhneme přes vrtuli maticí, která je zároveň vrtulovým kuželem. Zkontrolujeme, že kuželové spojení drží a hřídel se otáčí v motoru lehce (má nahmatatelnou axiální vůli) případně součásti upravíme. Do karteru vložíme píst s ojnicí a navlékneme na čep. Nyní vsuneme vložku válce do karteru a pístu a našroubujeme hlavu válce, závit lehce pojistíme Loctitem, aby se nestalo, že se při povolování zajišťovací páčky povolí současně i hlava. Opatrným otáčením zkontrolujeme, zda ojnice nikde nenaráží do stěn karteru ani do pístu, nejspíše bude nutné spilovat přechod mezi klikovým prostorem a vývrtem válce.
Nyní si zkontrolujeme že:
v dolní úvrati lícuje vrch pístu se spodkem výfukového okna, resp píst jde o několik desetin mm ještě dolů. V horní úvrati spodek pístu zcela otevírá sací kanál. Přepouštěcí kanál v karteru sahá minimálně do výše vrchu přepouštěcího okna ve vložce. Sací díra v trysce je orientována směrem do motoru. Zadní víko lehce mázneme těsnícím tmelem např. na motocyklové kartery a dotáhneme. Tím je motor připraven k záběhu.

Záběh motoru:
Motor upevníme na vhodný držák, nikoli přímo do svěráku. K tomuto držáku přichytíme také nádrž o objemu cca 20-30 cm3. Palivo vedeme novoplastovou hadičkou (ne silikonovou, ta bobtná). Je dobré, když má nádrž plnicí a odvzdušňovací trubičku. Vrtuli použijeme raději plastovou, která je těžší než dřevěná, cca 300/120. Palivo, které je běžné pro provoz, lze použít i pro záběh. Skládá se z 1/3 ricinového oleje,1/3 dietyletheru a 1/3 petroleje (tady se místo dnešního produktu s označením petrolej osvědčil produkt s obchodním označením lampový olej, někdo používá také naftu nebo kerosin do proudových motorů). Motor má souměrné časování, může se otáčet vpravo i vlevo. Při použití pravotočivé vrtule se startuje při pohledu člověka, stojícího před vrtulí, doleva.
Doporučený postup startování:
Zkontrolujeme, že je vše dotaženo, naplníme nádrž a kompresní páčku zcela povolíme. Palivovou jehlu otevřeme cca o 2 otočky, ucpeme sání a několikrát otočíme vrtulí, až uvidíme, že se palivo dostalo hadičkou do motoru, protáčíme vrtulí dál (ruka v rukavici, kdyby to koplo, což se dříve nebo později stane!) a přitahujeme kompresní páčku. Když už je tlak ve válci dostatečný, a motor má správně nasáto, ozve se motor poprvé, popř. rovnou kopne do vrtule. V ten okamžik nepatrně povolíme kompresní páčku a motor by měl při dalším protáčení naskočit. Pokud dojde k zaplavení motoru palivem, je potřeba povolit zcela kompresní páčku a palivo vylít, nebo se ho protáčením zbavit a postup opakovat. Jednou se to určitě povede …Oba mé exempláře, které jsem zhotovit, startovaly velmi dobře.
Hurá! Už nám motor běží!! Radost je veliká!!!
(a desítky hodin, strávených při jeho výrobě nebyly marné)
Motor zpočátku nepouštíme do příliš vysokých otáček, záběh je poslední fáze obrábění, kdy se vše navzájem přizpůsobuje, chod regulujeme hlavně kompresní páčkou, s nastavenou palivovou jehlou se příliš nehýbe. Po několika prvních startech zkontrolujeme dotažení šroubů, zdali nikde nevzniká přílišná vůle nebo naopak něco nejde ztuha.
Při skladování a provozu udržujeme motor v čistotě, nečistoty se snadno dostanou do válce.
Před delším odstavením z provozu (několik měsíců) motor konzervujeme běžným motocyklovým olejem pro dvoutakty, aby nám v motoru zcela nezaschl ricinový olej.
Motor máme vyzkoušený, teď zbývá postavit si nějaký pěkný RC oldtimer model, který bude poháněn Atomem!!
Výkresová dokumentace: při mé stavbě jsem používal své jednoduché náčrtky. A až poté, co jsem hotový motor odzkoušel, a zjistil, že funguje, mi je do odpovídající podoby překreslil jeden ze stavitelů motoru Atom Major, kolega Přemek Franc. Příručka obsahuje kompletní dokumentaci pro výrobu, pár výkresů přinášíme níže na ukázku.

Michal Sloup, v Praze 14.5. 2023
mspes@volny.cz
Tel: 721861256